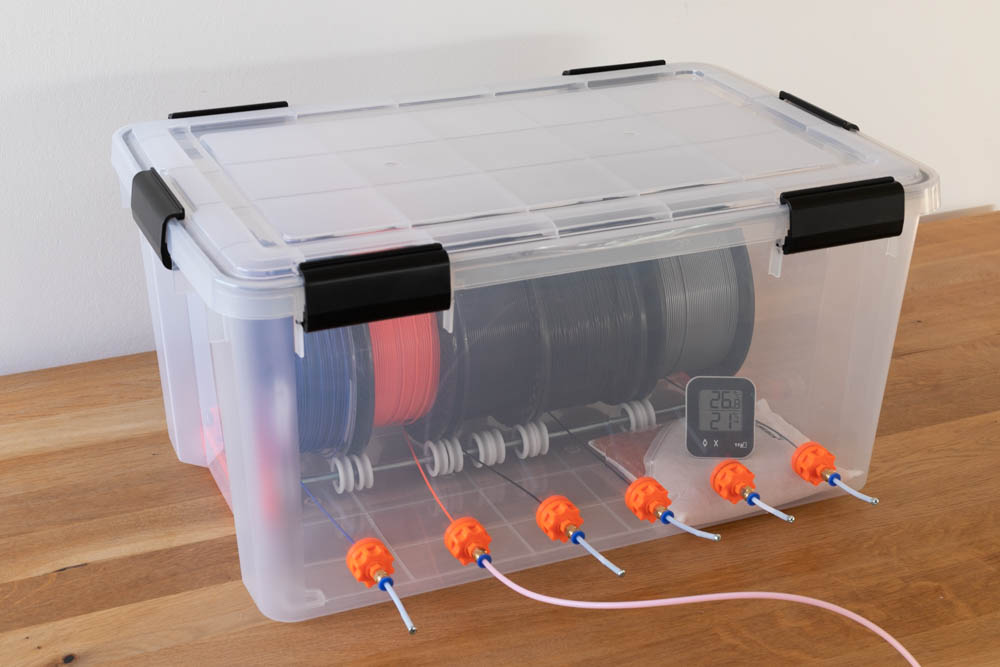
Für optimale Druckergebnisse ist es wichtig das Filament trocken und staubfrei zu halten. Deswegen ist es ideal die Filamentrollen in einer Luftdichten Box zu lagern. Viel besser und einfacher ist es natürlich wenn direkt aus dieser Box gedruckt werden kann. In diesem Artikel zeige ich dir wie man recht einfach mit ein paar 3D gedruckten Komponenten und ein paar einfachen Zukaufteilen eine Filament Box für bis zu 6 Rollen Filament baut.
Der Artikel beinhaltet Affiliatelinks/Werbelinks, diese sind mit einem Sternchen (*) gekennzeichnet.
Aufgepasst! Mit der Filament Box Version 3 ist auf meiner neuen Website eine komplett neue Version der Filament Box verfügbar. Klick einfach auf die Buttons um zu den Vorteilen der neuen Version, der neuen besseren Bauanleitung und den 3D Druck Dateien zu kommen.
So geht’s: DIY Filament Box bauen
Ich habe mich für eine bereits luftdichte Box entschieden um möglichst wenig mit Dichtmasse herumzuschmieren. Nachfolgend sind alle notwendigen Bauteile plus Links und grobe Kostenabschätzung aufgelistet. Schrauben, Muttern, Gewindestangen usw. bekommst du natürlich auch im Baumarkt um die Ecke. Bevor es mit der Materialliste losgeht aber zuerst noch die Sicherheitshinweise.
Sicherheitshinweise
Safety first! Lies und beachte die Zusammenbauanleitung und die Bedienungsanleitung!
Lies die gesamte Anleitung und Bedienungsanleitung sorgfältig durch und halte dich an die Anweisungen und Sicherheitshinweise, sollte etwas unklar sein wende dich einfach an den Support (info@anybot3d.com). In den 3D Druck Dateien zu dem Projekt ist die Anleitung und Bedienungsanleitung auch als PDF angefügt, hebe sie auf, denn vielleicht brauchst du sie später noch. Ansonsten findest du immer hier auf der Seite die aktuellste Version der Anleitung. Schenkst du das Projekt weiter, dann drucke die Anleitung, Bedienungsanleitung und vor allem die Sicherheitshinweise aus und gib sie mit dem Projekt weiter.
Bevor du mit dem Projekts beginnst, prüfe auch ob das Projekt die Sicherheitsvorschriften deines jeweiligen Landes erfüllt.
Warnhinweise und Symbole




Sicherheitshinweise für dieses 3D Druck Projekt

Niemals Lebewesen (Kinder, Tiere) in der Box einschließen! Erstickungsgefahr, Lebensgefahr! Nur zur Lagerung von handelsüblichen Filament!

Die Filament Box vor Kindern und Tieren sicher und unerreichbar aufbewahren, die Box ist kein Spielzeug!
Den 3D Drucker beim Drucken nicht unbeaufsichtigt lassen! Wird der Druck abgebrochen oder gibt der 3D Drucker ungewöhnliche Geräusche von sich, sofort den 3D Drucker abschalten, die Filament Box und die Zuführung des Filaments überprüfen!
Auch die Betriebsanleitungen und Sicherheitshinweise der Zukaufteile durchlesen, beachten und aufbewahren!
Achtung bei allen Zukaufteilen: Vor dem Zusammenbau prüfen, ob sie die Sicherheitsvorschriften deines Landes erfüllen und die Dimension, Funktion, und Stabilität in Ordnung sind. Diese Prüfung in regelmäßigen Abständen und vor Benutzung des Projekts wiederholen. Ist ein Teil beschädigt oder nicht mehr geeignet, dann das Projekt nicht weiter nutzen, ehe der kaputte Teil ersetzt wurde.
Achtung bei allen selbst gedruckten Teilen: Durch falsch eingestellte Druckparameter, schlechtes Material, falsche Materialauswahl, schlechte Schichthaftung und aus anderen Gründen können diese manchmal die an sie gestellten Anforderungen nicht erfüllen und dadurch brechen, versagen oder deren Funktionalität nicht gewährleistet sein. Bei einem Bruch können die Teile splittern und die Bruchstellen scharfe Kanten hinterlassen. Hier beim Austausch besondere Vorsicht walten lassen, es besteht Schnittgefahr! 3D gedruckte Teile in regelmäßigen Abständen und vor Benutzung des Projekts auf Risse, Stabilität und Funktionalität kontrollieren. Ist ein Teil beschädigt oder nicht mehr geeignet, dann das Projekt nicht weiter nutzen, ehe der kaputte Teil durch ein neues, verbessertes Teil ersetzt wurde.
Die Filament Box immer nur waagrecht und an einem stabilen, sicheren Standort platzieren.

Beim Drucken von Teilen können scharfe Kanten entstehen (meist an der ersten Schicht), es besteht Schnittgefahr! Diese Kanten müssen abgeschliffen werden um sie zu Entgraten.
Materialliste für die Filament Box
Alle 3D Druck Dateien (*.stl) im ZIP-Ordner gibt es nach Eintragung in die Newsletter-Liste: hier zur Eintragung und dem Download
- 1 Stk Luftdichte Box* (ca. 25 EUR)
- 8 Stk Muttern M8* (ca. 0,5 EUR / 10 Stk)
- 6 Stk Pneumatik Kupplung mit M6 Gewinde für 4 mm Schlauch* (ca. 2 EUR / 10 Stk)
- 24 Stk Führungsrollen inkl. 608U Kugellager* (ca. 15 EUR / 25 Stk)
- 1 m Gewindestange M8* (ca. 7 EUR)
- 1 m PTFE Schlauch AD: 4 mm ID: 2 mm* (ca. 1 EUR)
- 1 Stk Silica Gel* (ca. 6 EUR)
- 6 Stk M3 Schrauben* (ca. 1,5 EUR / 10 Stk)
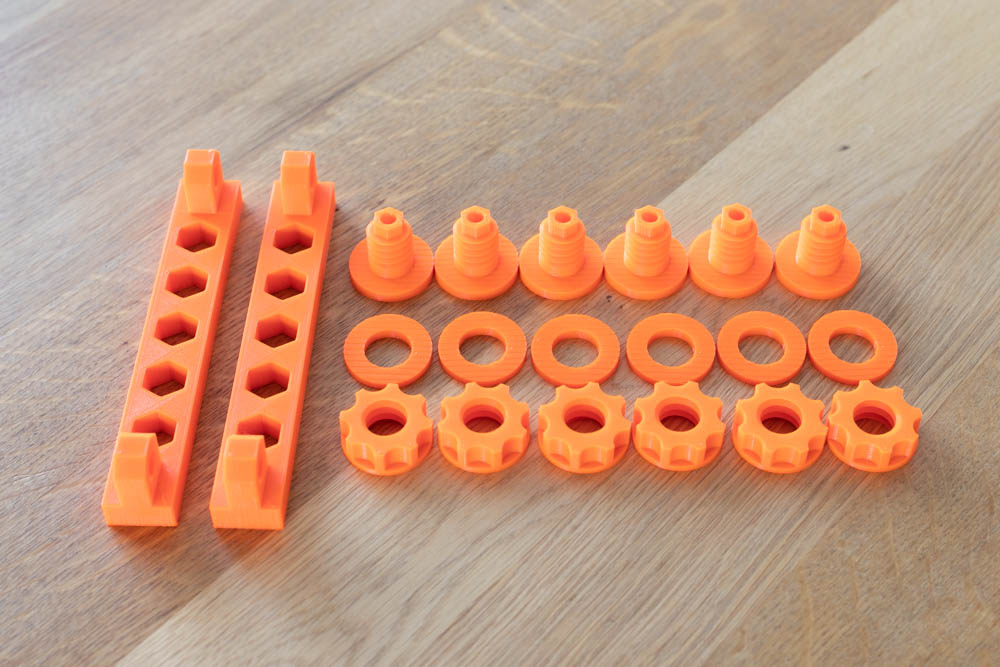
- 2 Stk 3D gedruckte Wellenhalterungen
- 6 Stk 3D gedruckte Filamentdurchführungen
- 6 Stk 3D gedruckte Beilagscheiben
- 6 Stk 3D gedruckte Muttern
- 6 Stk 3D gedruckte Flex Dichtungen
- 14 Stk 3D gedruckte Distanzstücke
- oder: Silikon Dichtungsmasse* (ca. 7 EUR)
- optional: Luftfeuchtemessgerät* (ca. 12 EUR)
Ohne 3D gedruckte Teile und das Luftfeuchtemessgerät kommt die Box auf ca. 63 EUR und bietet dabei Platz für bis zu 6 Filamentrollen abhängig von deren Abmessungen.
Wer seine Führungsrollen lieber selbst druckt als fertig kauft, kann auch die im ZIP enthaltenen 3D gedruckten Führungsrollen und ganz normale 608U Kugellager* (ca. 10 Eur / 16 Stk) verwenden.
Statt die Filamentdurchführungen mit Silikon abzudichten, ist es auch möglich die Dichtungsringe aus Flex Filament zu drucken.
Die mit Sternchen (*) gekennzeichneten Links sind sogenannte Affiliatelinks/Werbelinks. Wenn du auf so einen Affiliate-Link klickst und über diesen Link einkaufst, bekomme ich von dem betreffenden Online-Shop oder Anbieter eine Provision. Für dich verändert sich der Preis nicht.
Druckeinstellungen für die 3D gedruckten Bauteile
Ich habe alle Bauteile auf meinem Prusa i3 MK3* mit Prusament PETG Prusa Orange* und einer Standard 0,4 mm Düse gedruckt. Für die Wellenhalterungen habe ich 0,2 mm Schichthöhe und 50% rectangular infill verwendet. Für Filamentdurchführungen, Beilagscheibe und Mutter habe ich 0,15 mm Schichthöhe und auch 50% rectangular infill verwendet. Mit den Standardeinstellungen bin ich auf eine Gesamtdruckzeit von ca. 13 h gekommen. Der Filamentverbrauch liegt bei ca. 130 g, entspricht ca. 4 EUR.
Nachtrag: Die Mutter wird von vielen Nutzern als zu schwergängig beschrieben, hier evtl. gleich von Anfang an die Mutter im Slicer um ein paar Prozent größer skalieren damit das Gewinde leichtgängig ist.
Die Flex Dichtungen – als alternative zu der Silikon Dichtungsmasse – habe ich mit Fiberlogy Fiberflex 30D* in Schwarz mit 0,2 mm Schichthöhe gedruckt. Sind wirklich winzig und brauchen nur ein paar Minuten.
Neben den Flex Dichtungen fehlen noch die 14 Distanzstücke auf dem folgenden Bild aller 3D Druck Teile.
Wenn du dich für die gedruckten Führungsrollen entschieden hast – habe für die hier gezeigten einfach auch mit Prusament PETG Prusa Orange mit einer Schichthöhe von 0,2 mm und 50% rectangular infill verwendet. Danach die Kugellager einfach einpressen, am besten ein zweites Lager als Druckstempel verwenden bis das einzupressende Lager fest und sicher sitzt.
Die Kugellager müssen sicher und fest, sowie parallel und nicht schief in den Rollen sitzen! Wichtig damit es später nicht zu einem Blockieren der Filamentrollen kommt!

Benötigtes Werkzeug
- Akkuschrauber*
- Gabelschlüsselsatz*
- Holzbohrer 2 mm* und Holzbohrer 4 mm* (Holzbohrer schneiden sich am Besten durch den Kunststoff der Box)
- Stufenbohrer* (inkl. 16 mm Stufe)
- Metallsäge* (Zuschneiden der Gewindestange)
- Metallfeile* (Entgraten der Gewindestangen-Schnitte)
- Edding Marker*
Zusammenbauanleitung Filament Box
Hast du alle Komponenten beisammen, dann kann es ja losgehen. Hier habe ich schon die M8 Gewindestange auf 2x 470 mm Stangen gekürzt.
Schutzbrille und Handschuhe beim Sägen tragen, Gewindestangen vor dem Schnitt sicher einspannen.
Achtung scharfer Metallgrad – Gewindestangen nach dem Schnitt mit einer Feile entgraten.
Wenn du eine andere Box verwendest, dann kürze die Stange dementsprechend so dass die Filamentrollenauflage in die Box passt.

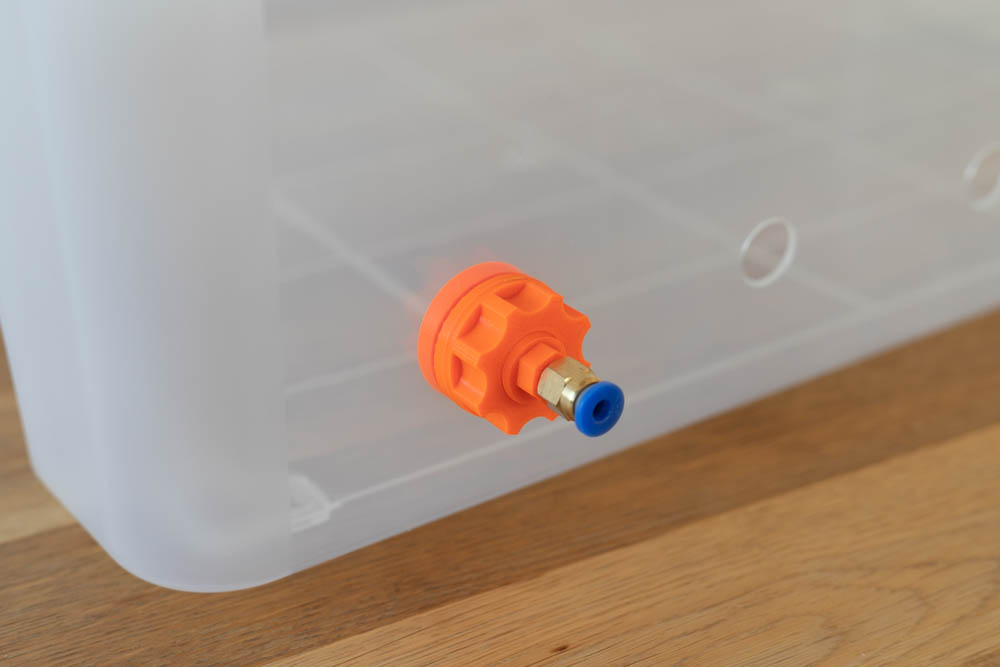
Auf die 3D gedruckten Filamentdurchführungen kommt am unteren Flansch rundum ca. 2 mm Silikon Dichtungsmasse, so dass beim späteren Einbau alles schön abdichtet. Die Pneumatik Kupplungen für den 4 mm PFTE Schlauch mit dem M6 Gewinde einfach in die Durchführungen einschrauben.
Testweise Filament (1,75 mm) durch die Durchgangsbohrung der Durchführung und die eingeschraubte Kupplung ziehen und auf Verstopfung und Leichtgängigkeit prüfen. Gegebenenfalls Druckreste oder Grad entfernen, nachbessern bzw. aufbohren bis alle Durchführungen leichtgängig sind.

Alternativ kannst du dir auch die Dichtungen mit Flex Filament drucken und einfach über die Filamentdurchführungen schieben, die Datei findest du im ZIP-File.
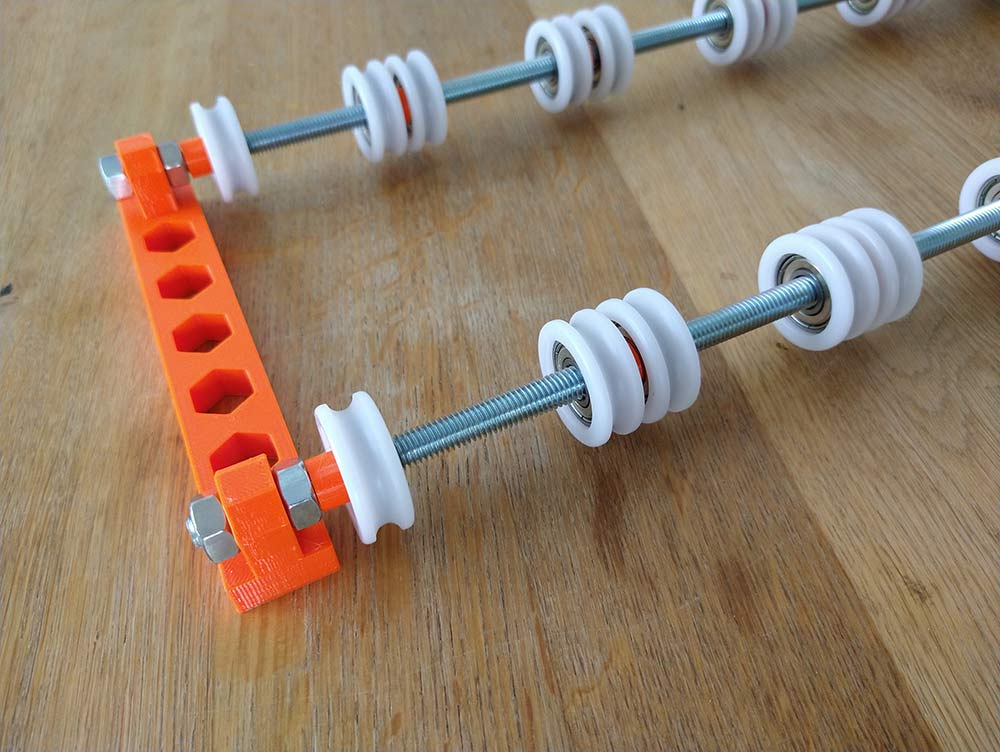
 Die Gewindestangen werden in der gedruckten Wellenhalterung mit je 2 Muttern gesichert. Je Stange dann 12 Führungsrollen und 7 Distanzstücke auffädeln und am anderen Ende mit der zweiten Wellenhalterung und 2 Muttern sichern.
Die Gewindestangen werden in der gedruckten Wellenhalterung mit je 2 Muttern gesichert. Je Stange dann 12 Führungsrollen und 7 Distanzstücke auffädeln und am anderen Ende mit der zweiten Wellenhalterung und 2 Muttern sichern.
Die Distanzstücke kommen überall dort zum Einsatz wo zwei Rollen zusammenstoßen und sich so beim Drehen behindern können, als auch um den Abstand zu den Muttern an den Wellenhalterungen einzuhalten, siehe Bilder.
Die Abstände der Führungsrollen können später optimal auf die Breite der zu lagernden Filamentrollen angepasst werden.

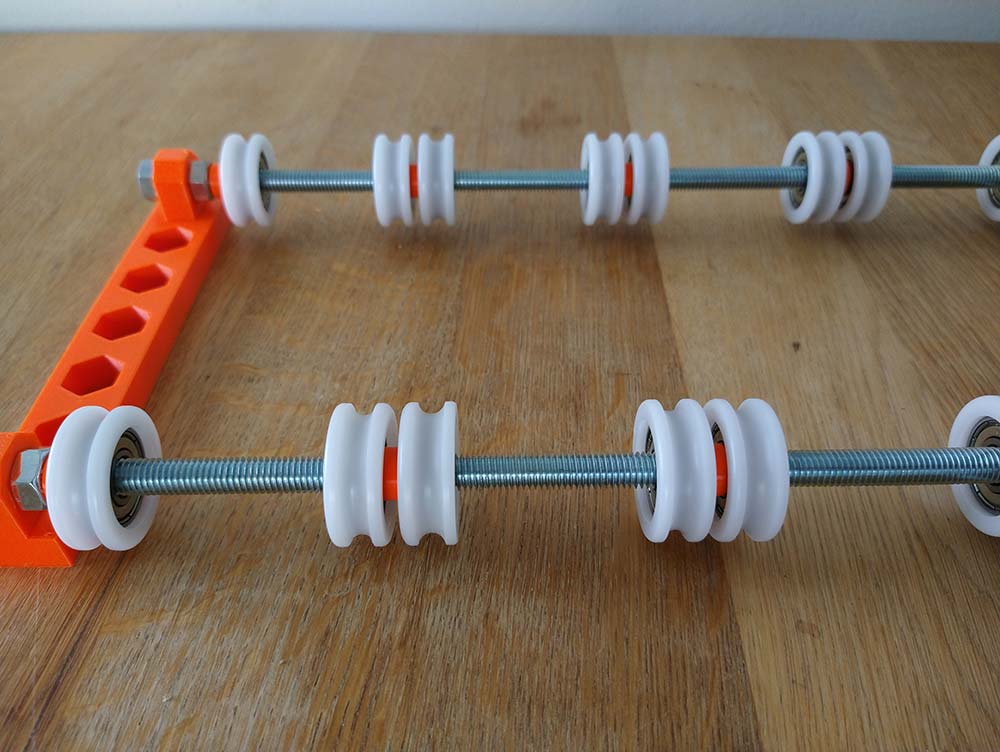

Die Distanzstücke verhindern dass später, wenn zwei Filamentrollen nahe nebeneinander sind, eine ruhende Rolle nicht von einer laufenden Rolle mit angetrieben wird.
Kontrollieren ob alle nebeneinanderliegenden Rollen und der Abstand zu den Wellenhaltern durch ein Distanzstück getrennt sind und die Rollen auch sonst nirgendwo anstoßen.
In regelmäßigen Abständen und vor Betrieb der Box überprüfen ob die kugelgelagerten Rollen nicht irgendwo streifen und dadurch eine eingelegte Filamentrolle blockiert.
Es wird Zeit die luftdichte Box anzubohren. Hier schön sachte vorgehen, sonst kann es passieren das die Box bricht. Zuerst markieren wo die Bohrungen später sein sollen. In der nachfolgenden Skizze sind die Abstände bemaßt die ich verwendet habe.

Für die Filamentdurchführung werden 16 mm Bohrungen benötigt. Scharfe Holzbohrer schneiden sich am besten durch die Boxen und üben am wenigsten Druck auf die Box aus. Dazu habe ich jeweils mit einem klassischen 2 mm Holzbohrer* vorgebohrt, mit einem 4 mm Holzbohrer* aufgebohrt und danach mit einem Stufenbohrer* auf 16 mm aufgeweitet. Um sich das Leben ein wenig einfacher zu machen, gibt es von Flo hier auf Thingiverse eine Bohrschablone um die richtigen Abstände zu markieren.
Zum Schutz vor Spänen Schutzbrille tragen.
Scharfe Holzbohrer eignen sich sehr gut für den Kunststoff der Box, wichtig ist wenig Druck auf die Box auszuüben – diese könnte bei zu viel Druck brechen. Deswegen am Besten wie beschrieben zuerst vorbohren.

Alter Expertentipp: Die größeren Durchmesser am Stufenbohrer abkleben damit kein Malheur passiert.

Durch die Bohrungen dann die gedruckten Filamentdurchführungen mit der getrockneten Dichtungsmasse bzw. den gedruckten Dichtungsringen stecken. Der Flansch an den Durchführungen ist schräg ausgeführt um die Schräge an der Box auszugleichen. Hier aufpassen dass die dickste Stelle des Flansches oben ist und die Durchführung waagrecht ausgerichtet ist.

Als nächstes die Beilagscheibe von außen über das gedruckte Gewinde. Auch die Beilagscheibe ist schräg ausgeführt um die Schräge der Box auszugleichen. Hier muss die dünnste Stelle der Beilagscheibe nach oben ausgerichtet sein. Die schräge Seite der Beilagscheibe ist zur Box orientiert und die gerade Seite zur nachfolgend aufgeschraubten Mutter.

Mit der gedruckten Mutter wird die Durchführung dann gesichert. Hier aufpassen das sich Durchführung und Beilagscheibe nicht drehen.
Das Ganze 6x wiederholen und schon ist die Filament Box für die finale Installation vorbereitet.
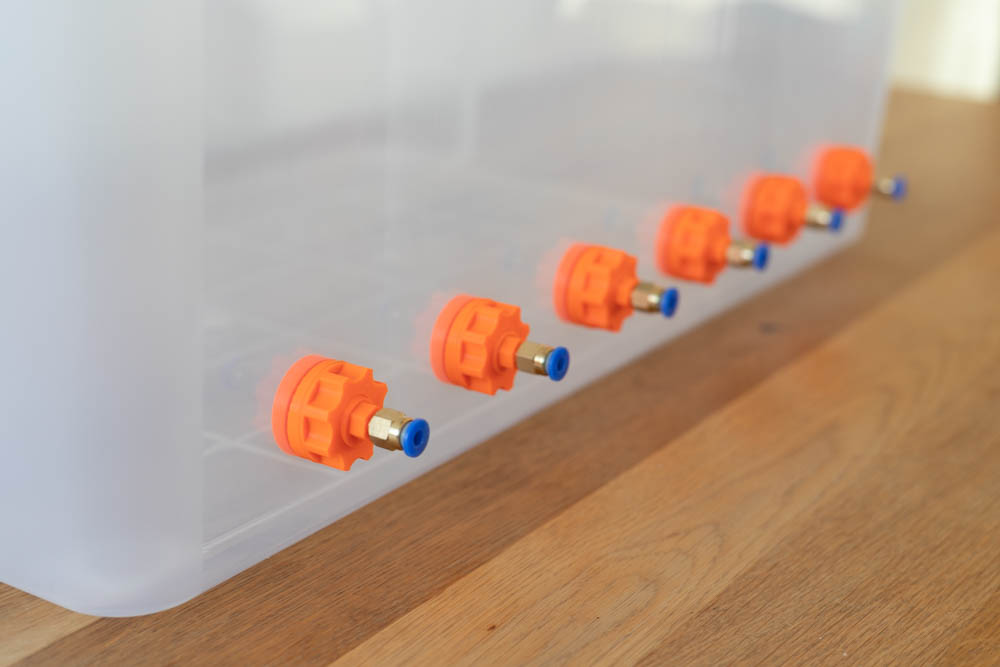
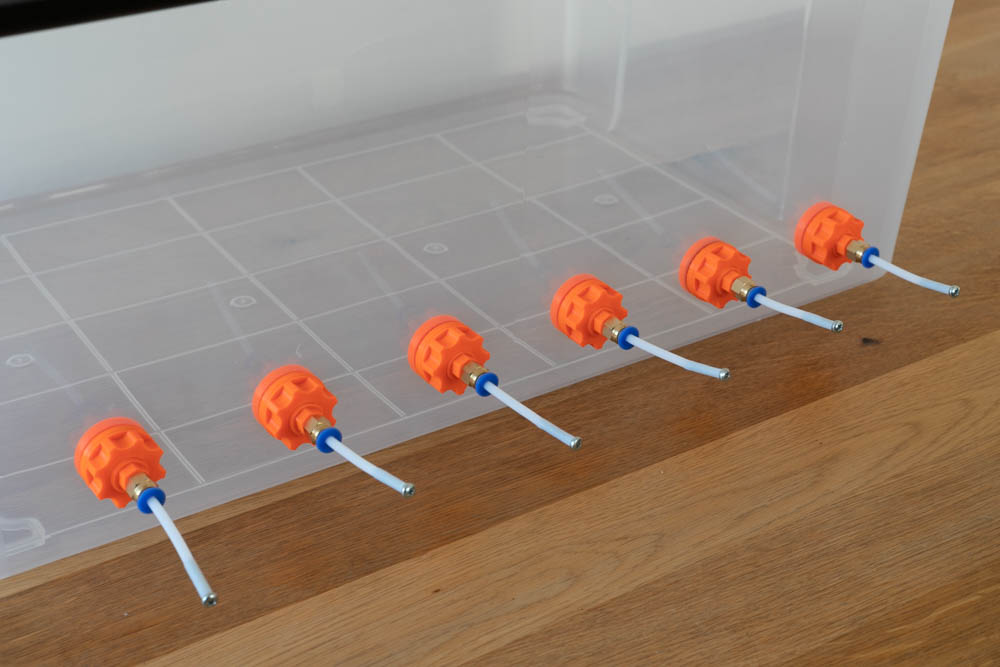
Um die nicht benützten Durchführungen zu verschließen ganz einfach kurze PTFE Schlauch Stücke (ca. 10 cm) an einer Seite mit einer M3 Schraube verschließen und einsetzen.
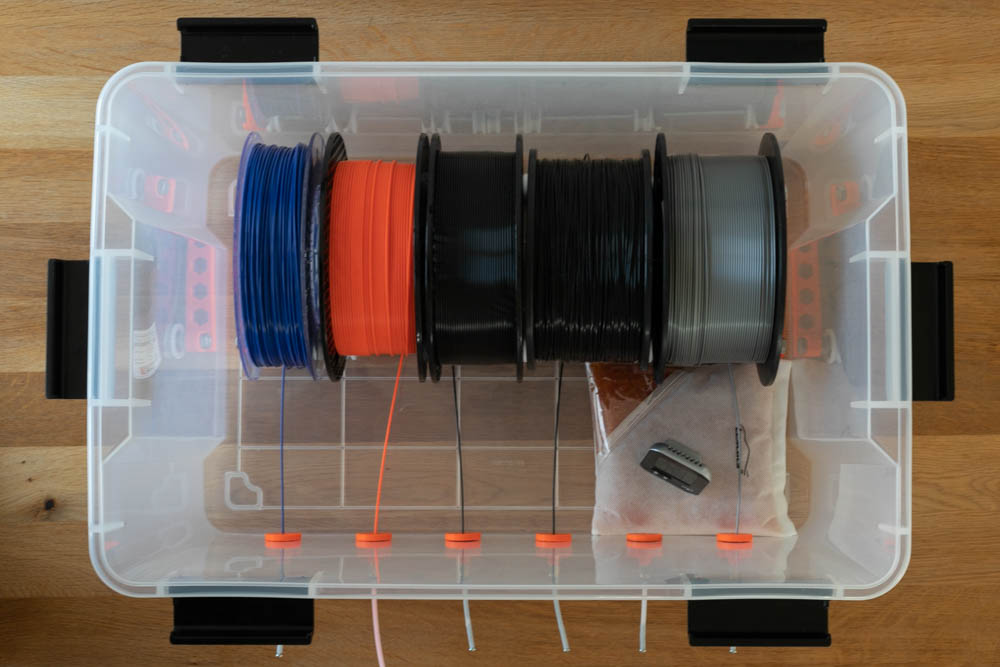
Die Filamentrollenauflage, den Silica Gel Beutel und das Luftfeuchtemessgerät in der Box platzieren.
Dabei ist es am besten die Filamentrollenauflage in der Box mit Doppelseitigen Klebeband zu fixieren, wie hier in der Anleitung der neuen Filament Box – ANYBOX V2 gezeigt wird.
Genügend Abstand zu den Wänden der Box lassen und nach dem Einkleben testen ob die größte zu lagernde Filamentrolle auch frei Drehen kann. Ansonsten Position verändern und erneut testen.
Die Filamentrollen auf die Führungsrollen stellen und das Filament in die verschlossenen PTFE Schlauch Stücke stecken. Das Einlegen und Einfädeln des Filaments ist in der Bedienungsanleitung am Ende dieser Anleitung nochmals genauer beschrieben.
Bei dem Einsetzten der Filamentrollen überprüfen, ob diese gut und frei drehen können und nicht am Boden oder den Wänden der Box anstoßen – wenn die Filamentrolle streift oder blockiert, ist diese Filamentrolle nicht geeignet für die Filament Aufbewahrungsbox.
Testen ob das Filament sich leichtgängig durch die Durchführung ziehen lässt.
Blockiert das Filament oder lässt sich nur unter viel Druck durch die Durchführung drücken muss die Durchführung und der PTFE Schlauch auf Verstopfung oder zu kleinen Bohrungsdurchmesser überprüft und gereinigt oder ausgewechselt werden.
Nun fehlt noch das Silica Gel um den Inhalt der Filament Box schön trocken zu halten. So wie hier abgebildet ist es nicht ideal, da das verwendete Silica Gel Säckchen an der Rolle oder am Filament streifen kann. Das kann dann dazu führen dass das Filament nur schwer auszuziehen geht oder gar ganz blockiert. Hier entweder das Silica Gel Säckchen so lagern das es nicht in Berührung mit den Filament Rollen oder dem Filament kommt oder besser kleinere Säckchen verwenden oder etwa auch loses Silica Gel Granulat in der 3D gedruckten Silica Gel Box die auch als Gratis Addon hier zur Verfügung steht.
Im Betrieb darf das Silica Gel die Filamentrolle oder das abgezogene Filament nicht behindern oder blockieren!
Zum Abschluss natürlich den Deckel auf die Box um alles Luftdicht zu verschließen. Wenn du jetzt mit einem bestimmten Filament drucken möchtest einfach das PTFE Schlauch Stückchen der gewünschten Filamentdurchführung entfernen und das Filament raus ziehen. Dort dann einen offenen etwas längeren PTFE Schlauch (ca. 20 cm) aufstecken. Druckt man dann nicht kann das ausgezogene Filament auch so belassen werden. Der winzige Spalt zwischen PTFE Schlauch und Filament dichtet genug um zu verhindern das Feuchtigkeit in die Box gelangt.
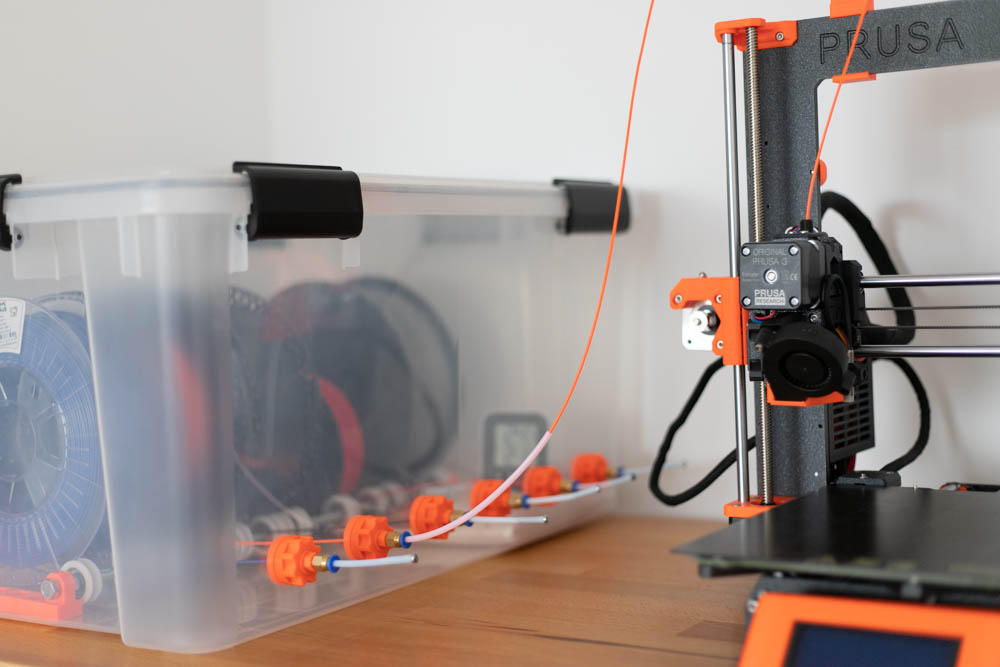
Et Voila! Und schon ist sie fertig und bereit für ihren Kampf gegen die Feuchtigkeit. Hier noch mein Setting mit dem Prusa i3 MK3.
Vor Inbetriebnahme noch die Bedienungsanleitung ganz am Ende der Anleitung lesen.
Überarbeitung: In den englischen Kommentaren hat Barry Mason darauf hingewiesen das Silica Gel und das Luftfeuchtemessgerät möglichst weit voneinander entfernt in der Box zu platzieren um falsche Messwerte zu vermeiden.

Für den schicken Filamentumlenker am Prusa brauchst du nur noch eine Führungsrolle, eine M8x20 Schraube, eine M8 Mutter und den gedruckten Rollenhalter der im zip-File enthalten ist. Happy Printing!
Filamentumlenker und Umlenkrolle in regelmäßigen Abständen und vor Betrieb auf Leichtgängigkeit der Rolle, Stabilität und stabile Befestigung überprüfen.

Bedienungsanleitung
Einsetzen der Filamentrollen:
Die Rollen an den Gewindestangen so verschieben damit die zu einlegende Filamentspule nach dem Einlegen sicher auf den vier Rollen steht.
Die Filamentrolle so ausrichten, dass das Filamentende unten an der Filamentrolle Richtung Durchführung zeigt, siehe auch folgende Abbildung der Filament Trockenbox.
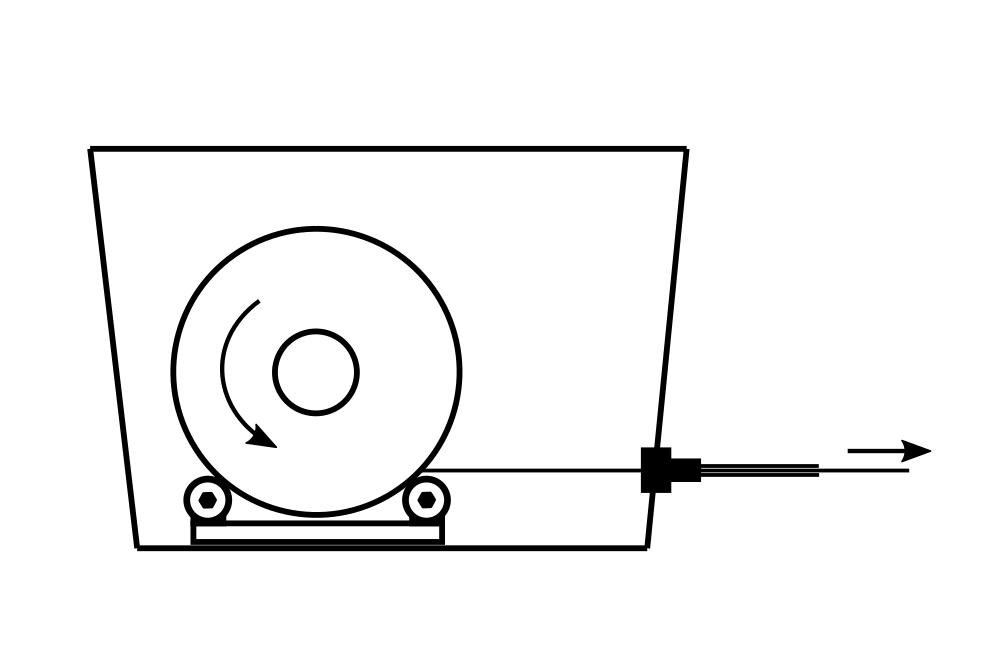
Sitzt die Filamentspule sicher und stabil auf den Rollen dann das Filamentende immer von unten an der Filamentrolle abziehen möglichst parallel zum Boden der Box und gerade in die Durchführung einfädeln.
Bei dem Einsetzten von neuen Filamentrollen überprüfen, ob diese gut und frei drehen können und nicht am Boden oder den Wänden der Box anstoßen – wenn die Filamentrolle streift oder blockiert ist diese Filamentrolle nicht geeignet für die Box.
Blockiert das Filament oder lässt sich nur unter viel Zug durch die Durchführung ziehen, muss die Filamentführung und die Durchführung überprüft werden und gegebenenfalls korrigiert, gereinigt oder ausgewechselt werden. Evtl. blockiert oder streift auch eine Filamentrolle, hier auf Fehlersuche gehen und den Fehler vor Inbetriebnahme beheben.
In regelmäßigen zeitlichen Abständen (jeden Monat) die Leichtgängigkeit der Lagerungen, den Zustand von Kugellagern und Rollen, und deren Drehbarkeit überprüfen.
Sicherheitscheck an der Filament Box immer vor dem 3D Drucken durchführen:
Vor dem 3D Drucken nachfolgenden Sicherheitscheck durchführen!
- Kontrollieren, ob die Filamentspule auf allen 4 Rollen stabil steht.
- Kontrollieren, ob sich Filament auf der Filamentspule verheddert hat – gegebenenfalls entwirren und neu wickeln.
- Kontrollieren, ob die ausgewählte Filamentrolle sich frei drehen kann und nicht mit anderen Filamentspulen Kontakt hat.
- Kontrollieren, ob die Halterung parallel zur Wand der Box steht und dass die Filamentspulen nicht an den Wänden der Box anstoßen.
- Die Filamentdurchführungen auf Verstopfungen kontrollieren und ob das Filament einfach durchgezogen werden kann und die Leichtgängigkeit des Filaments überprüfen.
- Kontrollieren, ob das Silica Gel Säckchen / Silica Gel Box / lose Silica Gel Granulat das Filament oder die Filamentspule blockiert bzw. an ihnen anstößt.
Wartung des Trockenmittels:
Die Farbe des Trockenmittels (Silica Gel) in regelmäßigen Abständen (1-2 Wochen) kontrollieren – wenn die Sättigung sehr schnell (weniger als 4 Wochen) erreicht ist, ist evtl. die Box undicht.
Ist die Sättigung erreicht (Indikatorfarbstoffs hat andere Farbe) das Trockenmittel gemäß dessen Anleitung regenerieren.
Normal halten die hier gewählten Säckchen (für 100ml Wasseraufnahme) ca. 3 bis 6 Monate, bis es gesättigt ist und gemäß dessen Anleitung regeneriert werden muss.
Das Silica Gel Granulat bzw. Säckchen nicht allzu lange offen im Raum liegen lassen – immer nur in der verschlossenen Box oder einem verschlossenen Kunststoffsack lagern! Auch das Öffnen der Box zum Filamentrollen Wechsel möglichst kurz halten, so hält das Trockenmittel länger ohne regeneriert werden zu müssen.
Haftungsausschluss:
Bei der Anleitung und den zugehörigen Dateien handelt es sich um die Inspiration von ANYBOT um dieses Projekt selbst zu bauen. Da ANYBOT keinerlei Möglichkeiten hat um die geforderte Qualität der gedruckten Bauteile und Zukaufteile sowie die Qualität des Zusammenbaus und die korrekte Funktionsweise des Projekts oder etwaige unzulässige Abänderungen und Modifikationen am Projekt zu überprüfen und zu beeinflussen wird von ANYBOT keinerlei Haftung für Funktionsweise, Stabilität oder aus dem Projekt entstandene Schäden übernommen.
Wo kann man die stl für die Druckteile finden?
Servus Druckmeister, der Link zu den stls findest du gleich nach der Stückliste – hast recht übersieht man leicht, sollte ich besser fett machen. LG
Hellöchen anybot
Supersache, Deine Box und auch 1a dokumentiert. Mangels Stufenbohrer (zu teuer für eine einmalige Geschichte) habe ich folgendes kleines Helferlein designed: https://www.thingiverse.com/thing:4027934
Braucht viel Kraft um sich durch den Plastik zu beissen, aber hat top funktioniert. Vielleicht hilfts ja noch jemandem. Meine 2.Box ist bereits in der Fertigung.
Danke fürs sharen!
Cheers
Servus Googliola,
sehr feines Tool! Danke fürs sharen! Ja hab auch schon meine 2te und denke schon an die dritte 😉 LG
Nice idea!
Die Kugellager haben sich beim Transport der Box immer wieder verschoben, und mussten erneut auf die Spulenbreite eingestellt werden. Das Gegenmittel: Customizable Abstandhalter
https://www.thingiverse.com/thing:4074139
Servus Claude,
super Idee, dieses Problem habe ich auch manchmal. Ich arbeite eh gerade an ein paar Upgrades für die Box bzw. einer V2, da wäre so etwas genau richtig! LG
Sieht gut aus 😉
Tolle Idee mit der Umlenkrolle am Drucker, hatte bisher ne Durchführung für das Filament war doch sehr kratzig. Leider habe ich keinen Prusa daher muss ich dieses Teil selbst gestalten, soll jetzt aber nicht das Problem sein
Danke! Ja leider nur für den Prusa Rahmen – ich wollte eh schon länger suchen ob es eine einfaches implementierbares Webtool gibt um Parameter eines CAD Modells im Browser anzupassen und dann als stl-File herunterzuladen um Anpassungen an den Bauteilen vorzunehmen, evtl. ist dir etwas in der Richtung bekannt? LG
Sorry für die späte Antwort, habe auf Youtube ein Video gefunden, habs zwar noch nicht probiert soll aber mit Fusion 360 möglich sein
♦Video: https://www.youtube.com/watch?v=gbnObQ0fmiY (hoffe der Link wird übermittelt) andernfalls nach „Quick tutorial – modifying STL files in Fusion 360“ suchen 😉
LG
Kein Stress, hatte jetzt auch wenig Zeit. Super Danke für den Link! Bin jetzt auch zu Fusion 360 umgestiegen und bin total begeistert was es alles kann. LG
Hallo,
was soll man sagen einfach nur genial, wurde an alles gedacht.
Eine Frage habe ich noch wieviel Feuchtigkeit ist den in Ordnung
oder sollte es haben.
Viele Grüße Alex
Hi Alex,
vielen Dank! Ja also so wenig Feuchtigkeit wie möglich, aber mit einem noch nicht gesättigten Silica Gel (noch nicht grün verfärbt) drin sollte das total in Ordnung sein. Das Problem bei den Hygrometern (also bei den billigen die ich verwende) ist, dass die meistens nur runter bis so 20% Luftfeuchtigkeit messen können und dir damit gar nicht anzeigen können wie niedrig die Feuchtigkeit tatsächlich ist.
LG
Hi,
erstmal Danke für die tolle Anleitung. Ich habesie als Basis genutzt 😉 Nun liegt mein Filament seit ca. 1 Woche in zwei von de Boxen. Habe heute dann auch mal ein Hydrometer reingestellt und was muss ich feststellen: 45% Luftfeuchtigkeit. In den Boxen liegt so ein 500g Silika-Gel Kissen (https://www.amazon.de/gp/product/B075WVZDFH/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&psc=1). Was ist da los? Was nutzt Du?
Danke und Gruss
Martin
Servus Martin,
ja klar gern – oje also das sollte nicht so sein, muss bei mir nur so alle 3 bis 6 Monate das Silika-Gel im Ofen trocknen. Also ich denke das Silika-Gel ist bei dir schon gesättigt, ich nutz da die mit Indikator Farbe (orange wenn ungesättigt, grün wenn gesättigt). Evtl. kannst deine auch im Ofen trocknen, schau mal ob was in der Bedienungsanleitung steht. Andere Möglichkeit wäre das die Box undicht ist, könntest alles verschließen und dann in die Filamentdurchführung blasen um das zu kontrollieren.
Hoffe es hilft dir weiter, LG Marian
Hi, wieviel Litter hat deine Box? Bei deinem Link kommt jetzt ein 2er set. Ist das immer noch die richtige box die da angezeigt wird?
Gruss
Juergen
Hallo Jürgen,
ja es ist die 50 L Box (59 x 39 x 29 cm) – ja leider gibt es die nur im 2er Set, wobei ich recht bald auch die 2te umgebaut hab – zur Zeit hab sind es schon 4 😉
LG Marian
Eine tolle Box mit durchdacht konstruierten Teilen. Supergut!
Potential nach oben ist m.M. nach bei den Toleranzen der Gewinde. Die sind so eng, dass es im Metallbau gut klappt, im 3D Druck aber schon mal knapp und relativ schwergängig werden kann. Ich hab mein erstes Set mit 0.2 mm Layerhöhe und 0.4 Nozzle gemacht und die waren einfach zu eng. Mit XY Kompensation der Mutter von 0,3mm (Prusaslicer) oder XY Skalierung um 1% laufen die mit jeder Einstellung richtig gut. Die engen Toleranzen sind ja auch nicht nötig, denn dicht wird es durch das Silikon.
Danke und Grüße!
Hi Alex,
ja gern freut mich zu hören, perfekt gemacht mit den XY Skalierung um die Mutter etwas leichtgängiger zu drucken. Ja die Toleranzen sind schon recht eng, bei meinem Prusa geht sich das noch schön aus, aber werde ich bei der nächsten Version etwas lockern. Wenn du magst kann ich dir schon mal die Durchführungen der nächsten Generation schicken (brauchen dann auch keine Pneumatikkupplungen mehr) und du sagst mir was du davon hälst?
LG Marian
Hi Marian,
ich hätte Interesse an der nächsten Generation der Durchführungen. Würde sie gerne testen wollen.
Liebe Grüße
Andre
Hallo Andre,
ja klar gerne hab dir eine Mail geschrieben. LG Marian
Super Idee, werde ich nachbauen allerdings sind die billigen Hygrometer schnell mal mit 10% Abweichung, aber braucht man eh nicht und die Durchführungen könnte man vielleicht viel einfacher mit Durchführungsgummis realisieren? Oder spricht da etwas dagegen? Da muss man dann auch nicht so große Löcher in die Kiste bohren und die Silikonschmiererei fällt auch weg. 😉 Der Aufwand mit den gedruckten Teilen und den Pneumatik Kupplungen erscheint mir doch etwas hoch gegriffen.
Hi Tom,
jepp Hygrometer kann man weglassen wenn man sowieso Silika-Gel mit Farbumschlag nimmt. Ja das mit dem Silikon und den Dichtungsgummis hat mich auch gestört, an der neuen Version hab ich die Weggelassen und dichte jetzt einfach mit der gedruckten Fläche der Durchführung und das funktioniert genau so gut. Ja die Pneumatikkupplungen sind jetzt auch weg, hoff ich komm bald dazu die neue Version zu veröffentlichen.
Bis dahin viel Spaß beim Drucken LG Marian
coole Box, ich will sie mir auch bauen, oder kann ich auf die v2 warten ?? 😅
was ist das Problem mit der Pneumatik Durchführung? Bzw wie schaut die neue aus?
danke Grüße Andi
Hi Andi,
ja ich weiß es zieht sich 😉 ein wenig Geduld noch, ich bau gerade an einer neuen Website mit anderen Modellen, Shop usw.. Die V2 hat dann einige neue Features z.B. braucht man dann keine Pneumatikkupplungen mehr. Bräuchte eh ein paar Testdrucker die die neuen Teile mal testen. Wenn du willst schick ich dir die neuen Durchführungen per Mail – wenn du Interesse hast melde dich einfach.
LG Marian
Hallo,
ich habe nach dem Druck der Teile leider das Problem das ich die Mutter nicht auf die Durchführung geschraubt kriege, einfach viel zu eng.
Hast du vielleicht einen Lösungsvorschlag für mich?
VG
Dennis
Hi Dennis,
ja ist ganz einfach, so wie von Alex beschrieben einfach im Slicer die Muttern ein bissal größer skalieren – bei ihm hat 1% in XY Richtung gut funktioniert. Hoffe es klappt so bei dir.
LG Marian
Hallo,
ich finde die Idee mit der Filamentboxtop! Sehr durchdachtes System. Nur leider sind die Toleranzen der filamentdurchführung und der Mutter sehr eng. Gibt es hier einen Lösungsansatz bzw. eine Version 2?
Hallo Niels,
ja leider sind die etwas streng – so wie von Alex beschrieben einfach im Slicer die Muttern ein wenig in XY größer skalieren (bei Scale Factor statt 100% dann auf 101%, einfach ausprobieren) – bei ihm hat 1% in XY Richtung gut funktioniert. Hoffe es klappt so bei dir.
LG Marian
Hast du nicht ein riesengroßes Durcheinander, wenn du Filament wechselst? Oder wickelst du die Rollen jedesmal händisch auf? Das wäre eine automatische „Rückaufrollung“ super😀
Aber: Super Arbeit!
Hi Martin,
ja entweder man kürzt das Filament beim Wechsel bis zur Box und verliert einen halben Meter, oder man spult händisch wieder auf. Zur Zeit rüste ich meine Boxen auf sehr lange PTFE Schläuche um die fast bis zum Drucker reichen – dann fühlt sich das kürzen nicht ganz so schlimm an und man muss nicht händisch spulen. So eine Automatische Aufrollung wär natürlich der Hammer, aber bis jetzt bin ich noch auf kein gutes Konzept gekommen 🙁
Abend zusammen
Als allererstes muss ich ein ganz grosses Lob aussprechen, die Anleitung wie auch die Modelle sind „super“.
Ich verwende zb die Wellenhalterung um die Abroller zu bauen , diese druckt sich fast einwandfrei, bis auf die stelle an dem die Halter für die Gewindestange „in der Luft “ anfangen, dort kriselt es ein wenig was aber nicht schlimm ist.
Ein Problem habe ich jedoch bei den Führungsrollen, er druckt ca 3 bis 4 Schichten und dann zieht er auf einmal erst die linke dann die rechte struktur mit sich mit, und somit ist der Druck „versaut“. Andere Objekte an selbiger Stelle mit kleineren Massen ( Sperren für die Pneumatikkupplungen) klappen gut und ja das Bett ist gelevelt.
Hast du da eine Idee was ich ändern könnte ? ( Creality Ender 3 mit der Glasplatte )
Gruß Thomas
Hallo Thomas,
vielen dank! Ja klar, gerne das hört sich so an als ob sich der Druck von dem Druckbett löst. Je nach Druckbettoberfläche und Material gibt es da verschiedene Methoden. Was nie verkehrt, super einfach und meiner Erfahrung nach immer was bringt ist einfach mal die Geschwindigkeit des Druckers runter zu fahren, vor allem bei der ersten Schicht. Statt 100% mal probieren mit 50% – eine langsame erste Schicht hält meist viel besser.
Evtl. auch die erste Layer Schichthöhe nochmal kontrollieren, vielleicht ist der zu hoch und das Filament haftet da nicht gut.
Ansonsten gibt es viele Tipps, von Fettfreimachen der Druckbettoberfläche mit Isopropanol oder Aceton (hilft bei meiner PEI Folien Platte am Prusa beim PLA Druck am Besten) bis zu Haftvermittlern usw.. Hängt auch ein bisschen von der Glasplatte ab die du verwendest, gibt auch Beschichtete. Am besten einfach „Glasplatte und den Kunststoff den du verwenden willst Haftprobleme“ googeln und da gibt’s sicher auch noch ne Menge Tipps. Hoffe ich konnte dir etwas weiterhelfen und wünsche dir viel Spass beim Drucken! LG Marian
Vielen Dank für die super Anleitung. Habe mir auch direkt eine gebaut, die 2. steht noch rum 😉
Habe mir mal die „Mühe“ gemacht und eine kleine Bohrschablone entworfen. Bin für Verbesserungen offen (wollte das Design extra mit wenig Filament entwerfen, Druck geht sehr schnell und man braucht es nicht sooo oft.
Hier der Link: https://www.thingiverse.com/thing:4673338
Hi Florian,
wow super cool, vielen Dank! Werde die dann auch im Artikel verlinken wenn es ok für dich ist.
Danke Dir LG Marian
Hi Marian,
leider scheint es als ob die Links zu den Druckteilen in der Mail die ich nach der Newsletter-Registrierung bekommen habe in Leere laufen. Könntest du da mal nachschauen bitte ?
danke
Karl
Hallo Karl,
ja bitte einfach ein paar mal probieren – manchmal ist mein E-Mail Service Provider da anscheinend überlastet. Bin schon dabei auf einen Anderen umzusteigen.
LG Marian
Super, aber kann man nicht einfach ein Loch für die Kupplung machen und die einfach kleben?
Hi Giorgio,
ja natürlich dann ist es auch sicher Dicht – noch einfacher: ich verwende jetzt in der neuersten Version gar keinen Silikonkleber oder gedruckte Dichtung mehr. Habe die Schrägstellung der Durchführungen weggelassen und durch das Einpressen der Durchführungen in die Bohrungen dichtet das schon genug. War hier bei der ersten Version viel zu übervorsichtig.
LG Marian
Das Formular für die Druckdaten funktioniert nicht.
Hi Soeren,
sry hab ich erst jetzt gesehen – hab’s wieder repariert. LG Marian